
Steigerwald EB system 1
Technological focus: WELDING thin metal sheets t ≤ 0.10 mm
- Working area
- < 300 × 300 mm
- Working chamber
- 4.9 m³
- Vacuum
- < 20 min (7·10⁻⁴ mbar)
- Power
- 30 kW
- Beam Ø
- < 150 µm
- High-rate capability
- Strip air-lock
Modern joining technologies for metal and hybrid components – precise, resilient and process-reliable. We support industry partners in developing and testing innovative joining processes for series applications. From feasibility study to functional prototype.
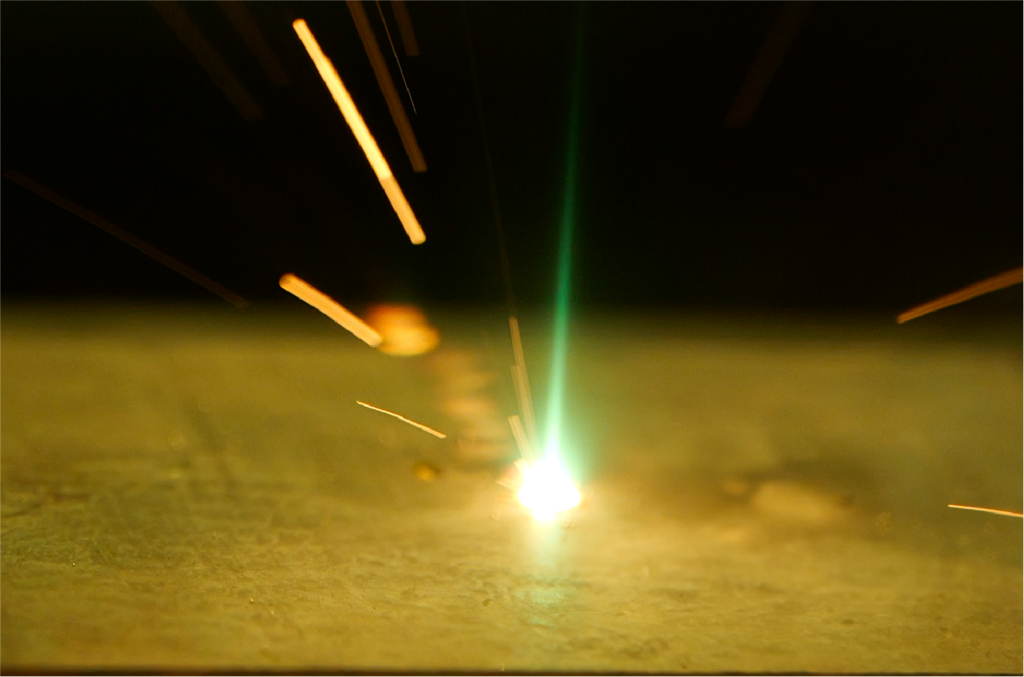
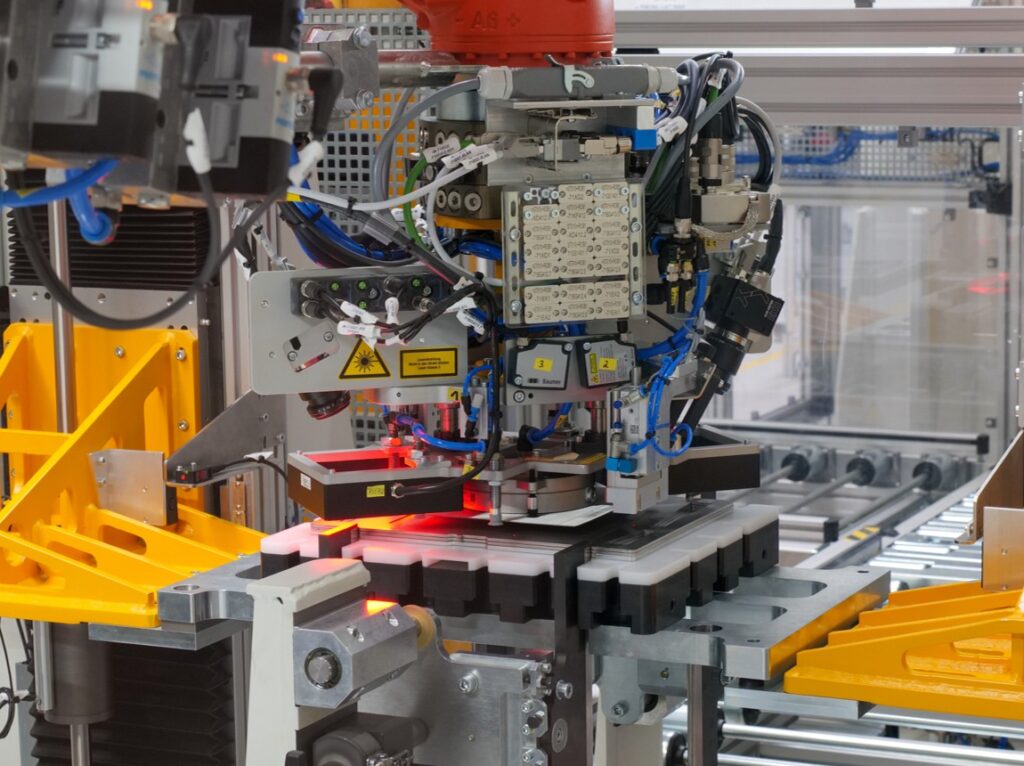
To join the wafer-thin metal plates gas-tight and securely, most manufacturers rely on proven laser scanner welding. Bundled light serves as a high-precision tool. The principle is as simple as it is ingenious: a high-energy laser beam is generated and captured by a movable mirror. By tilting and inclining, the mirror steers the beam precisely along the intended joints on the workpiece. The process is considered extremely reliable and has become established in industry.
Although light is massless, the mechanics that steer it are not. The mirror guiding the laser beam has physical mass. Changing the beam direction means accelerating and decelerating that mirror — and the law of inertia applies: the faster the mirror has to move, the greater the forces acting on the mechanism. This inertia limits the maximum speed at which the laser can be guided across the workpiece without losing precision.
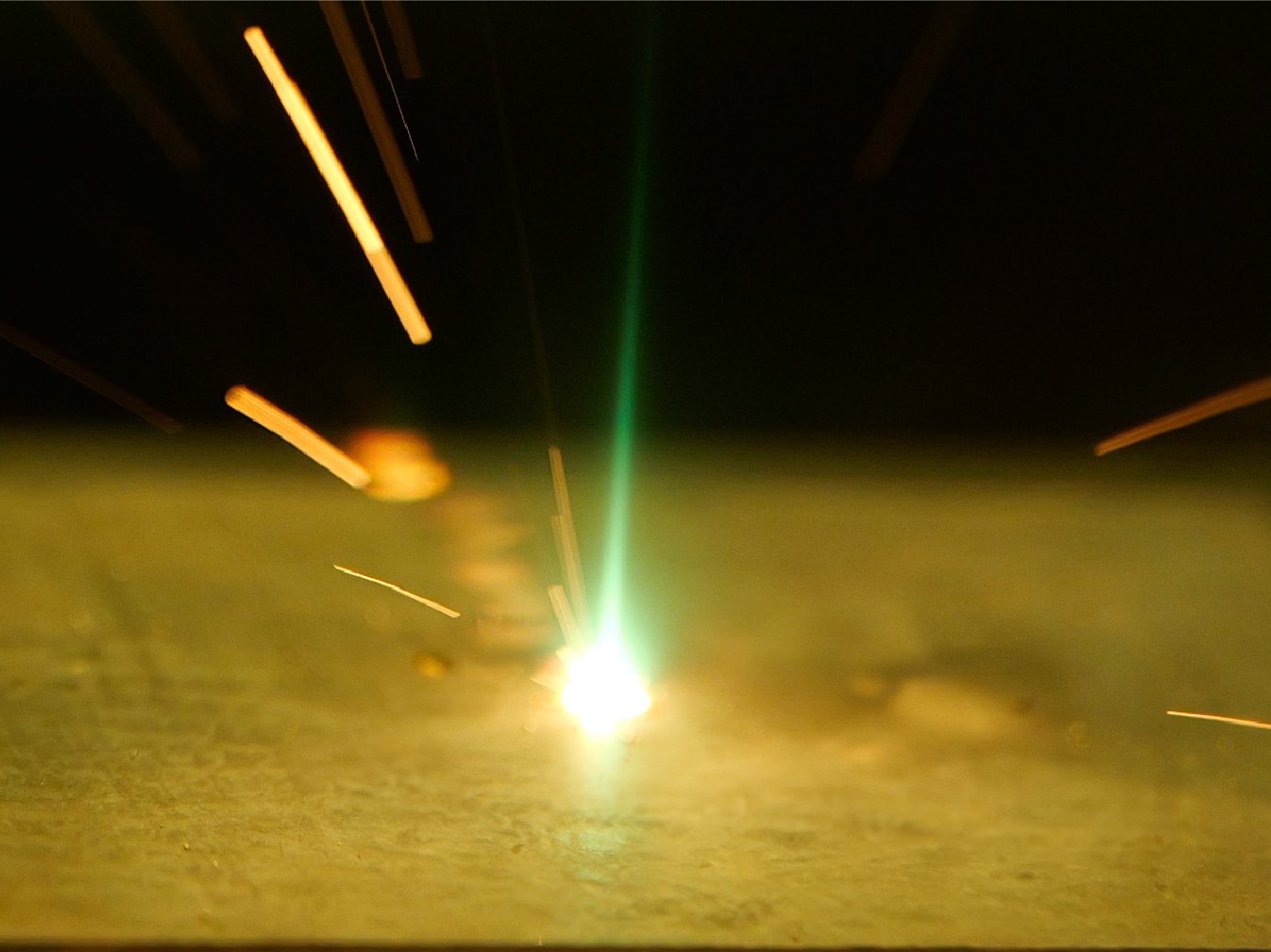
Highest possible weld-seam quality through vacuum technology
In electron-beam welding, electrons are the medium: several electromagnetic lenses steer the negatively charged particles, which strike at up to two thirds of the speed of light and fuse the two workpieces. The process needs no inert steering mechanism, so the electron beam can be guided without delay. Flexibility increases too: because the beam can be deflected rapidly, several process zones can be worked simultaneously where previously one joint had to be completed after another. Even pre- and post-heating can run almost concurrently.
Technological focus: WELDING thin metal sheets t ≤ 0.10 mm

Technological focus: FUNCTIONALIZING metal sheets t > 0.10 mm

Contact us for a no-obligation conversation about your development ideas. We help you develop the technologies and processes of the future. Together we will find the best solution for your challenges.
Request a project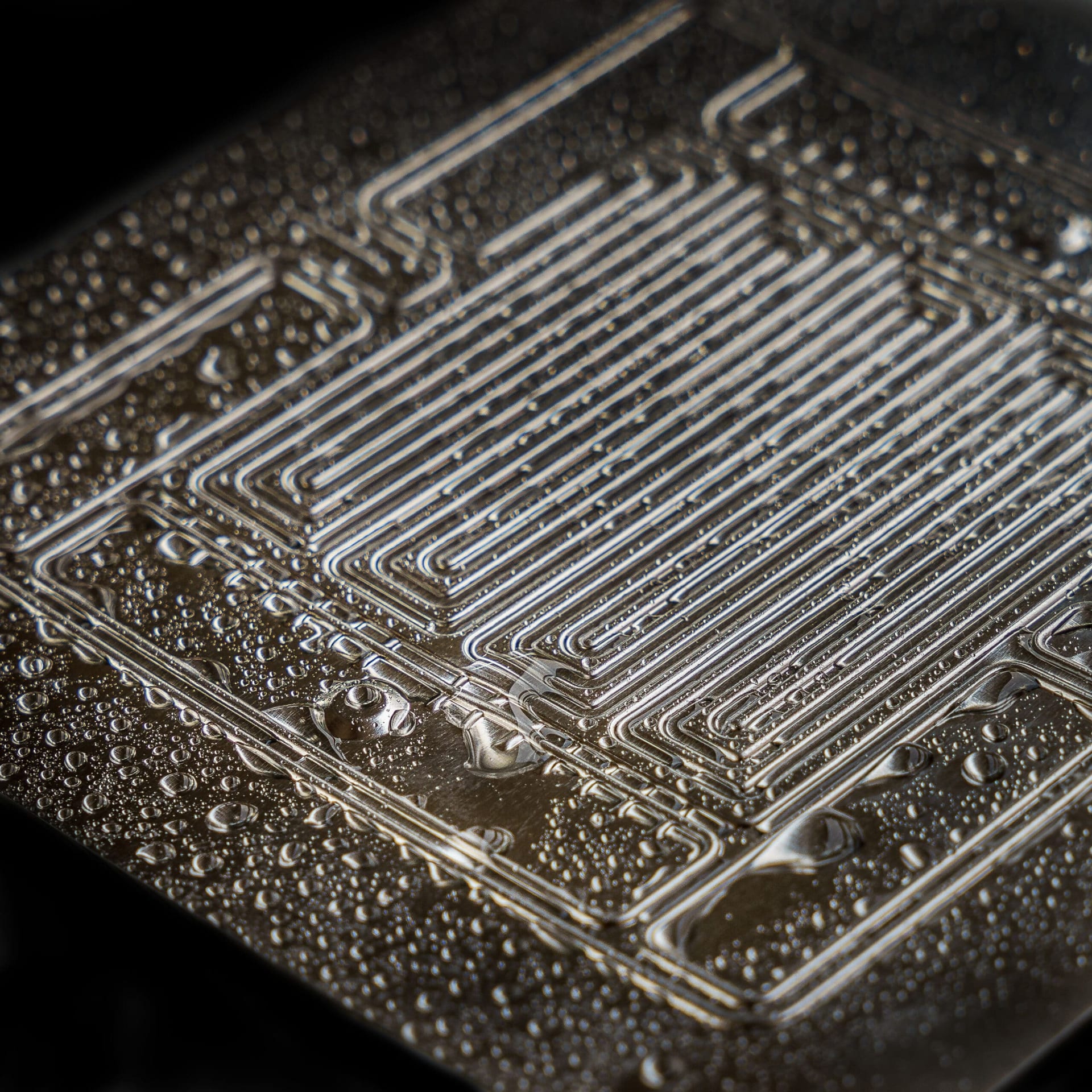
Forming complex metal geometries with uniform wall-thickness distribution.

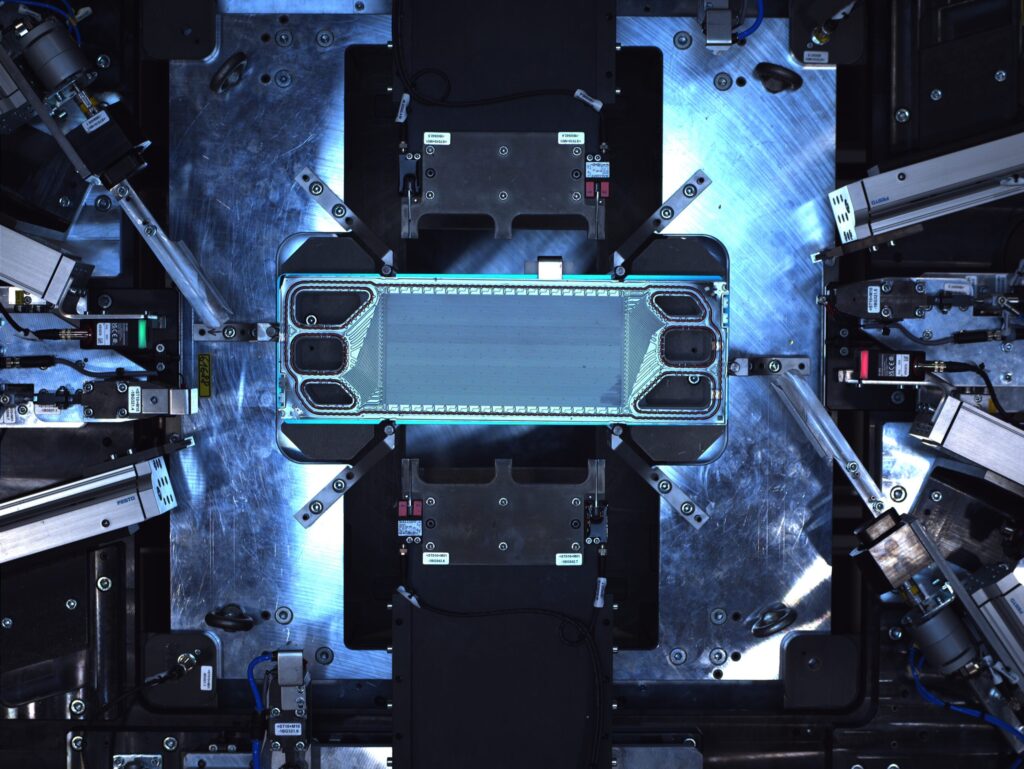
Precise forming of metallic components (e.g. bipolar plates).

Highly scalable forming of bipolar plates via flexRoll & flexROLLmax.
Automated assembly of PEM fuel-cell stacks.
Characterization and testing of electrolyzer and fuel-cell stacks, including inline inspection.
Reuse of materials and components.