
Steigerwald EB Anlage 1
Technologischer Fokus: SCHWEIẞEN von dünnen Metallblechen t ≤ 0,10 mm
- Arbeitsbereich
- < 300 × 300 mm
- Arbeitskammer
- 4,9 m³
- Vakuum
- < 20 min (7·10⁻⁴ mbar)
- Leistung
- 30 kW
- Strahl-Ø
- < 150 µm
- Hochratenfähigkeit
- Bandschleuse
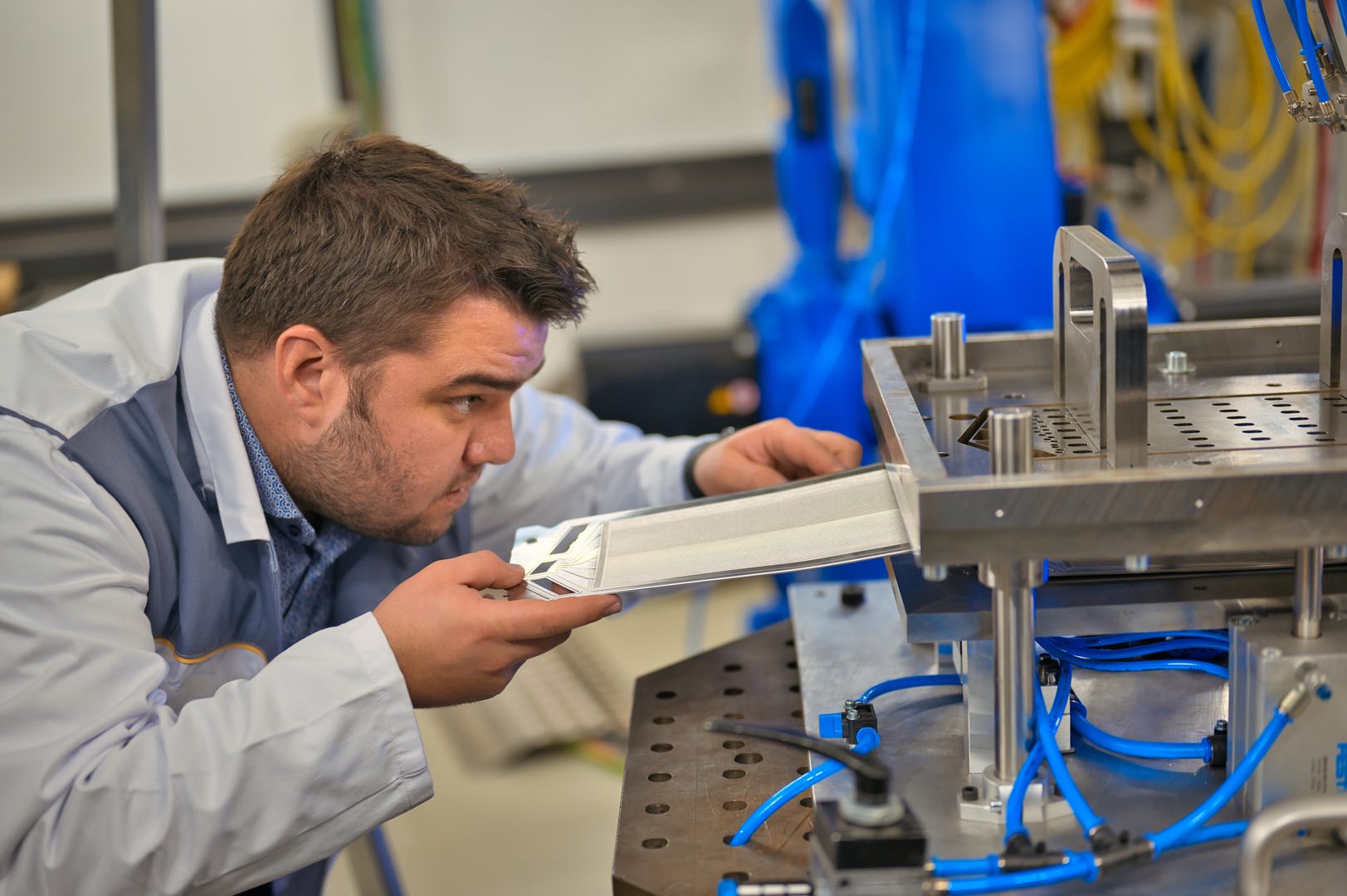
Moderne Fügetechnologien für Metall- und Hybridbauteile – präzise, belastbar und prozesssicher. Wir unterstützen Industriepartner bei der Entwicklung und Erprobung innovativer Fügeverfahren für Serienanwendungen. Von der Machbarkeitsstudie bis zum funktionsfähigen Prototyp.
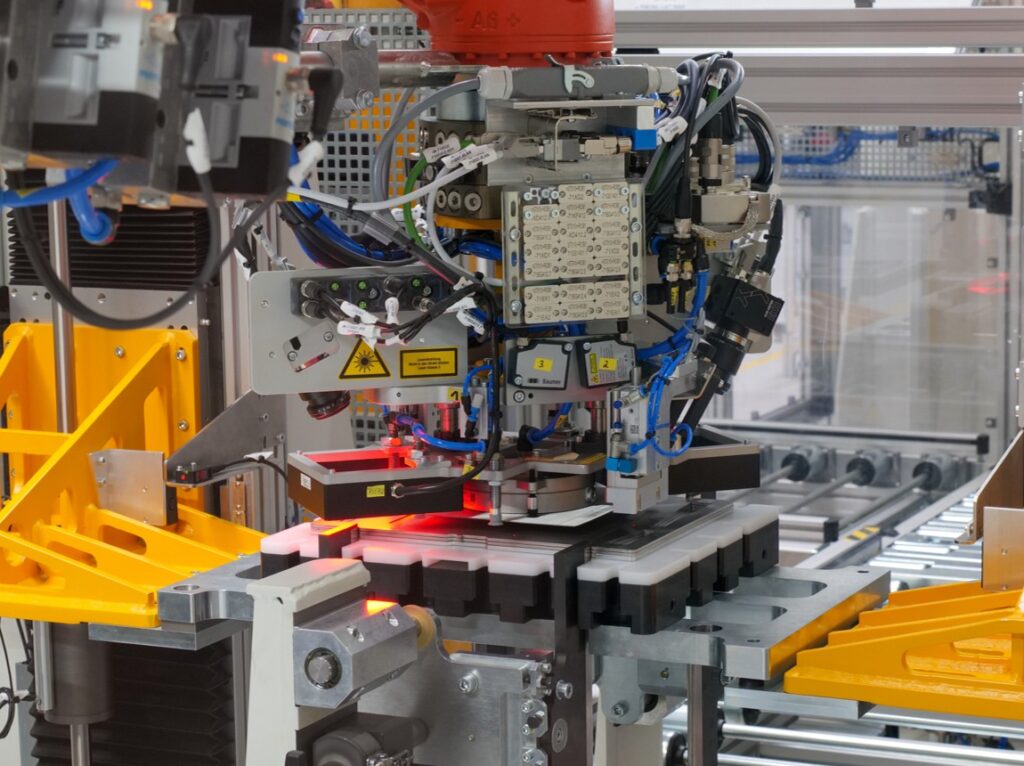
Um die hauchdünnen metallischen Platten gasdicht und sicher zu fügen, setzen die meisten Hersteller auf das bewährte Laserstrahlscannerschweißen. Dabei wird gebündeltes Licht als hochpräzises Werkzeug eingesetzt. Das Funktionsprinzip ist so simpel wie genial: Ein hochenergetischer Laserstrahl wird erzeugt. Ein beweglicher Spiegel fängt diesen Strahl ein. Durch Kippen und Neigen lenkt der Spiegel den Strahl exakt entlang der gewünschten Fügestellen auf dem Werkstück. Dieses Verfahren gilt als äußerst zuverlässig und hat sich in der Industrie etabliert.
Obwohl Licht masselos ist, gilt das nicht für die Mechanik, die es lenkt. Der Spiegel, der den Laserstrahl führt, besitzt eine physische Masse. Will man die Richtung des Laserstrahls ändern, muss der Spiegel beschleunigt und abgebremst werden. Hier greift das Gesetz der Massenträgheit: Je schneller der Spiegel bewegt werden soll, desto größer sind die Kräfte, die auf die Mechanik wirken. Diese Trägheit begrenzt die maximale Geschwindigkeit, mit der der Laser über das Werkstück geführt werden kann, ohne an Präzision zu verlieren.
Höchstmögliche Schweißnahtqualität durch Vakuumtechnik
Beim Elektronenstrahlschweißen sind Elektronen das Medium – mehrere elektromagnetische Linsen steuern die negativ geladenen Teilchen, welche mit bis zu zwei Dritteln der Lichtgeschwindigkeit auftreffen und die beiden Werkstücke miteinander verschmelzen. Dieses Verfahren kommt ohne träge Lenkungsmechanik aus, sodass der Elektronenstrahl verzögerungsfrei geführt werden kann. Auch die Flexibilität steigt: Dank der Möglichkeit zur schnellen Ablenkung des Strahls lassen sich mehrere Prozesszonen gleichzeitig bearbeiten, wo bislang eine Fügestelle nach der anderen »abgearbeitet« werden muss. Selbst Vor- und Nachwärmprozesse können nahezu gleichzeitig erfolgen.
Technologischer Fokus: SCHWEIẞEN von dünnen Metallblechen t ≤ 0,10 mm

Technologischer Fokus: FUNKTIONALISIEREN von Metallblechen t > 0,10 mm

Kontaktieren Sie uns für ein unverbindliches Gespräch über Ihre Entwicklungsideen. Wir helfen Ihnen die Technologien und Prozesse der Zukunft zu entwickeln. Gemeinsam finden wir die optimale Lösung für Ihre Herausforderungen.
Projekt anfragen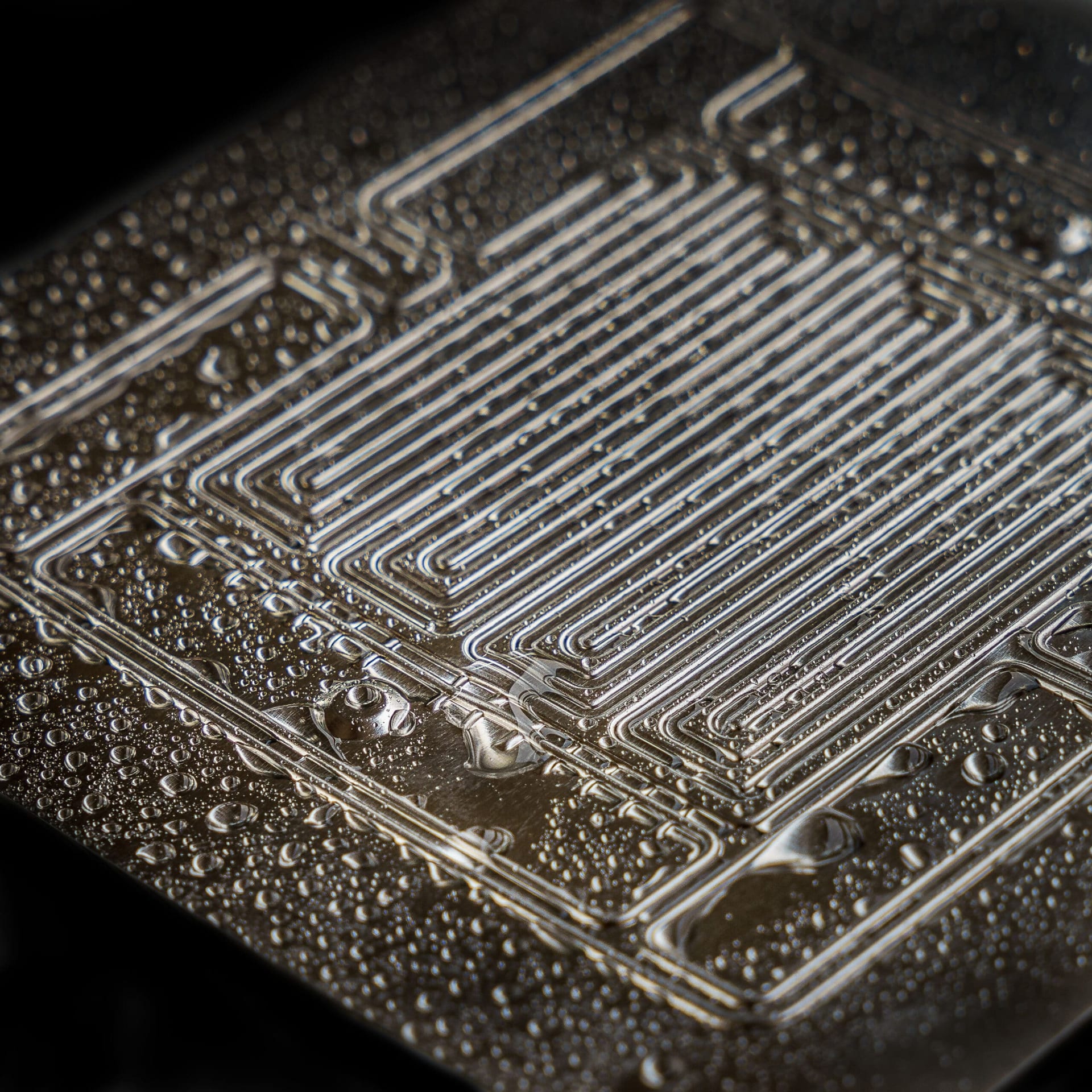
Umformung komplexer Metallgeometrien mit gleichmäßiger Wanddickenverteilung.

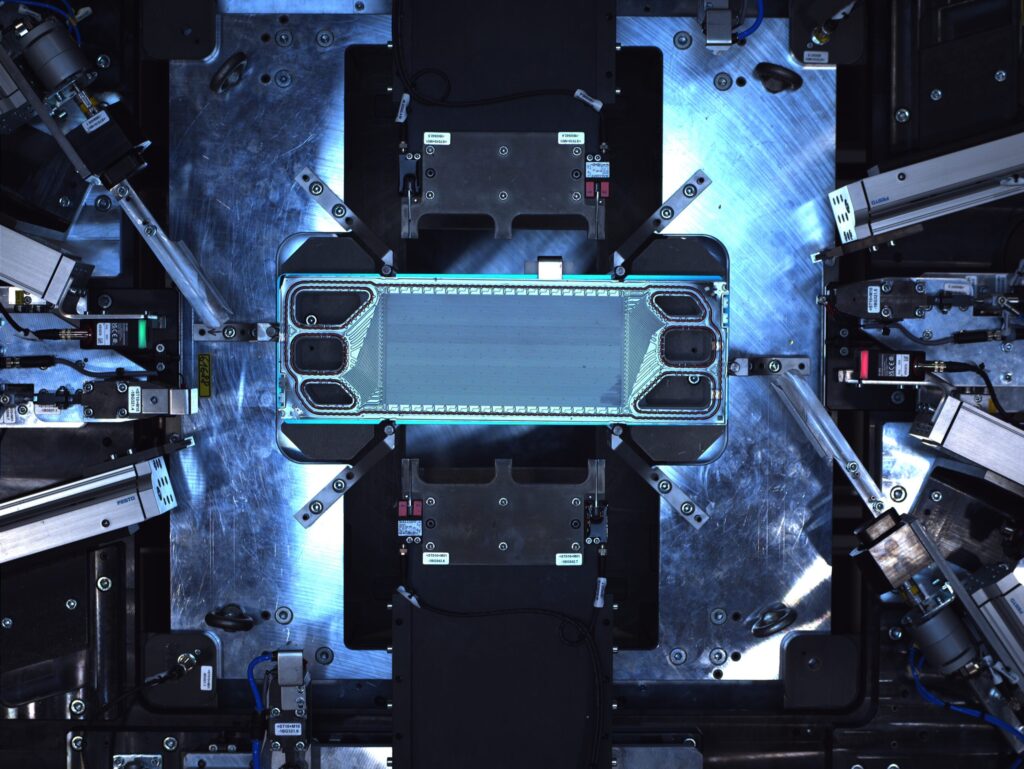
Präzise Umformung metallischer Komponenten (z. B. Bipolar-Platten).

Hochskalierbare Umformung von BPP durch die flexRoll & flexROLLmax.
Automatische Montage von PEM-Brennstoffzellen-Stacks.
Charakterisieren und Prüfen von Elektrolyseur- und Brennstoffzellen-Stacks, inkl. Inline-Prüfung.
Wiederverwendung von Material und Komponenten.